
First attempt at making a steel boat, the Goliath
Posted by Dan Hennis on Feb 5th 2017
Please see "Part 2" of this blog here.
5 February 2017 update is at the bottom...click 2-5-17 to jump to latest post
OK, here goes my first blog ever about making a steel boat, the Goliath from Glen-L... I bought the plans on 10 August of 2009. I drooled on and dreamed about them for five years (really? wow, I didn't think it was that long...). I did months of research on engines, drives, motors, controllers, batteries, props, lighting themes, helm instrumentation, hull materials (wood, aluminium, steel), etc. I consulted experts in as many fields as I could think of. I checked out things I knew I already knew all about, ... just to make sure. (I am sure I over-thought it.)
I guess I was overly concerned that I might start such a large project, and it would get bogged down in financing and deciding what to keep in my plan and what to go without. You see, I started AND finished the Power -Yak with the sole intent to do small custom boat construction for the discriminating buyer. You know the type. The ones that want it, but for reasons known only to them, they want someone else to do all the work to make the dream a reality. And I felt I was the kind of guy that could achieve that and make a couple bucks for my effort. Though a lengthy test, the Power-Yak was a modest success. I must here, at the risk of sounding like a religious nut, to say, I had a lot of time on my knees and I give the greatest thanks to my Heavenly Father for any success I achieved.
Now fast-forward to the Winter of 2014/2015. Lots of heart-to-hearts with my dearly beloved, and if I am the only one writing here, I would say I wore her down. My wife conceded and said I could build it IF, ... I finished a couple other projects I had started, and were taking up valuable room in my shop/barn. I secretly think she thought I would wear myself out, and get bored with the dream and lose interest. But this ADHD/OCD old man stayed the course. Six months later, I was done with the Power-Yak and sold it. Done with all the friends and neighbors project repairs, gathered materials for the hull framing, and poured a new section of floor in the barn/shop, ...shop/barn?, ... anyway to have a smooth and uncluttered area for rib layout.
VOO WAA LAA! (That is the extent of my French) On April 15th through the 23rd, I got everything the plans listed for the entire building jig and frame structure of the hull.
*********************############################********************** I need to make a note here that was an after-though, and well experienced in this build that should be something to keep in mind when doing this build.
Some builds are not as exact as one might think. Gayle says this to folks a lot when there are slight variances in dimensions, etc. An old experienced builder once told me, "Measure it with a micrometer, mark it with a crayon, and cut it with a chainsaw..." Trade out the wood tools for metal tools and it is the same for this build. Sometimes, you have to "just hook it in there". So with that in mind, let's continue... ********************##############################********************

All steel & wood for the framing process
On May 15th and 16th, 2015, I built the wooden hull jig needed to start the frame. Note I added 450# casters so I can still work on the project in confined spaces.

Building frame with all hull framing steel
Note the addition of a simple cross brace to support all the steel within the base of the building jig. Space is a premium for me. And in case you are wondering, the stall in my barn I am working in is just 12' wide and 30+ feet long. Length is fine, the width bothers me a bit.

-All 20' steel rests on the building jig base
On the 20th I built frame #1.

Frame #1 under construction

Frame #1 in place
Because I have a farm to run and build, I do not have a set schedule for working on the Goliath. There is a myriad of interruptions in building and running a retirement farm. Yes, I am getting older, and think everything I do has something to do with the "R" word.
Anyway, ... On the 22nd, after experiencing the process of frame #1, I decided to streamline the process and changed from cutting all the short sides and re-welding at the given angles, to taking a single measurement of a selected half-frame, slitting and cutting wedges at corner points, bending the joint into form, and welding. Much easier! That day, I "pre-cut" all the pieces for all the remaining frames.
A word about the plans. Although they are good, I am used (read spoiled) to having all the hard work done for me. I noted in these plans, that they are not quite up to the Glen-L standard. It would have been nicer to have either a gusset schedule or the gusset layout (floor plate) lines printed on the patterns. Other than a single height measurement in the plans, and a single obscure mark for the D.W.L. on the pattern sheet, there is no other reference to set-up level of the frames to the building jig, or the size and shape of the center-line gussets on the patterns. In planning for all the assembly, I find it is important to leave a slot for the keel (which is also NOT accounted for in the plans). In the assembly of the frames, it is MOST important to get the frame halves into proper angle and alignment by welding to the gussets ONLY, and make sure you leave room for the keel. That way you do not weld the frames just to slot them out a few days later when you lay the keel plate in place. (See Ed. Note below) I guess you could place the keel on the building form first, but I think the design and construction process would suffer serious alignment issues. I ended up computing and drawing gusset shapes onto the patterns as I built each frame member. We have yet to see if I did it right. I still have serious issues with the setup line of each frame in relation to the building form. Other than that, everything is assembling well and fast.
On the 23rd, I finished welding all of frames #2 through #4, and half done with #5. FYI, I think this boat is going together much faster than any wooden boat I have ever built except for the "Skipper", which is a cheap PM knock-off of the Mini Maxed. But I digress...
It is now Memorial Day, the 25th. All I have planned for the next few days, is to weld on frames until they are done.
Well that was not a productive day. All I got done was the other half of frame #5 and tack-welding frame #6. Tuesday I had to go to the next state (35 miles) to get some additional angle for set-up cross-members per the plans. Finished frame #6 and did a bit of re-arranging to make enough room for the assembly process on the building jig. If I was starting this one again, I would pour a 16' wide pad so I would have enough room to walk around with tools more easily.
*********************************************************************************** Editor's notes: Regarding the comments about the plans, the gussets are actually the floor plates that join the bottom frames together. These are shown in the plans and dimensions can be taken from those, but there are no patterns provided. The DWL is shown on each frame and the plans state that the set up level is 12" from the DWL. Yes, it would have been nice if the designer had marked the set up level on each frame, but he did not. Please don't ask me why.
As for the keel, this 1/2" plate is notched into the frames and can be done either after they have been welded together, or a space can be left (requiring for a bit of material to be removed) to accommodate the keel. This is one of those areas that can be done several ways depending on what the builder finds easiest. This design does require quite a bit of "thinking time" as Dan has learned and he's doing a fine job figuring out the easiest way for him. **********************************************************************************
Well, as of 7:15 P.M. tonight the 28th of May, I finished all the frame assemblies and mounted them on the building jig. I am liking this build (for the building sake) best of all the boats I have worked on. Even when I worked on the USS Ranger at Puget Sound years ago! If anybody wants to build this plan, I would gladly forward them a copy of my Gusset/floor plate schedule. It makes the assembly a lot quicker to have the plates cut first, clamped, and then do the final measurements and welding.
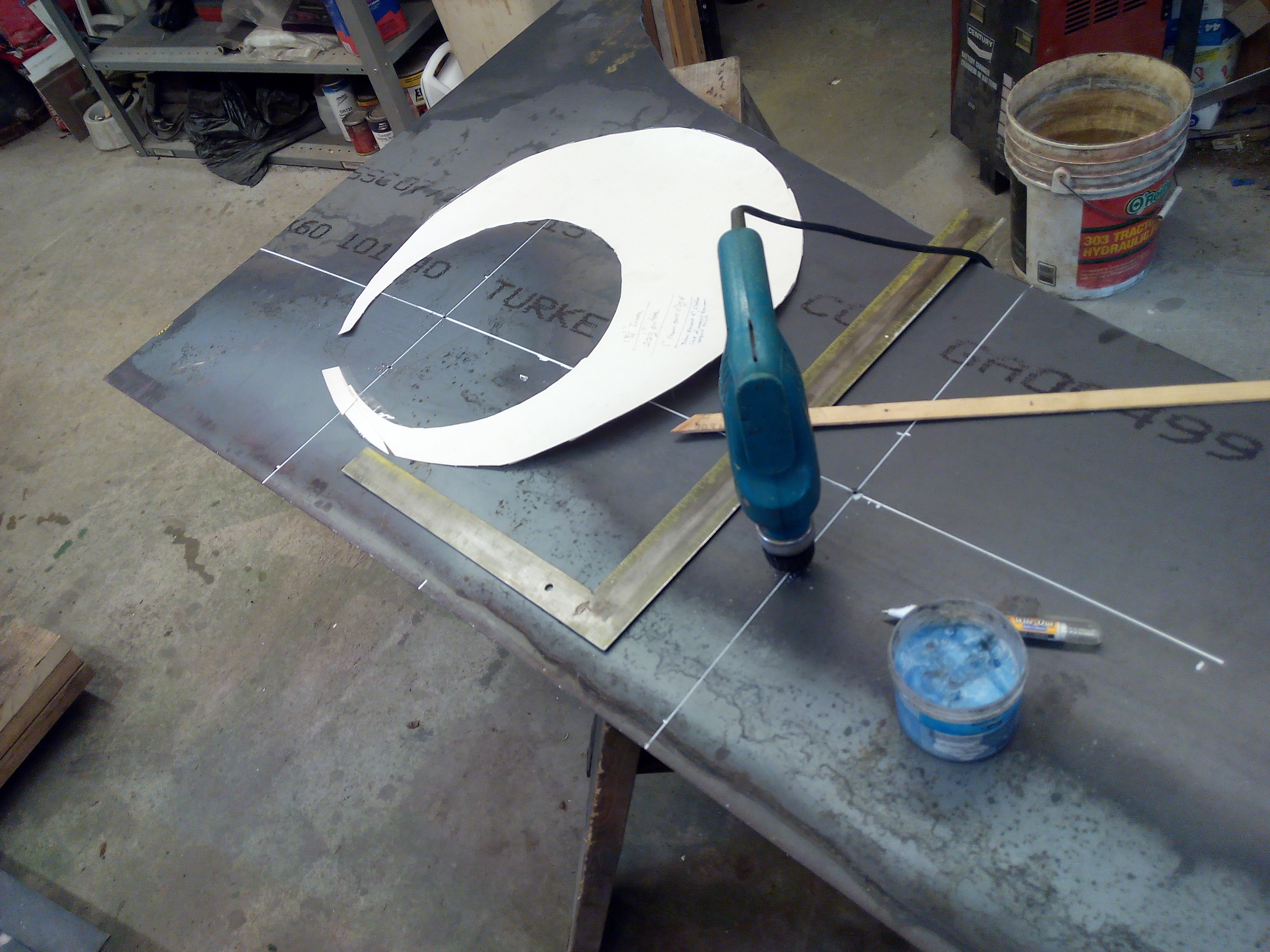
A word about tools... Besides having the two MIGS (one small HFT & one Hobart Ironman 250), the Chinese plaz, and the cheap Harbor Freight 4" grinder, I have found so far, that the best thing to have for marking the steel is a "white-out pen". May sound silly, but the mark is thin, bright, burns off when cut and is as precise as your metal scale and speed-square.

I am very glad I made a working copy of the patterns. I have virtually destroyed sheet 1 of 2 ( the frame layout patterns). Did I mention I should not have started this without at least a 16' wide stall 8' longer than the boat?!?!
There were a couple other things I think are a must before you build this boat. A 10-pak of 1/8" double ended body drills, the HFT welding stand with a 12" extension mod to the base, a large container of BoeLube, and a lot of vice-panel grips. I think I have close to a dozen in various sizes and shapes, and I use all of them, all of the time in this build so far.
 </
</
I will be starting the sternpost and keel next...

keel, shears, & chines coming into place. Note: chines are 1" boiler pipe instead of 3/4"solid.
This entry is on the 13th of June... All frames are set and aligned, the stern-post, keel, and stem are in and welded Also, the sheer bars are in and the "special" oversized chines are in and welded. I started at frame #5 and worked both fore and aft and side to side, like the plans suggested. I used chains and a come-a-long to pull each into the next successive frame slot, welded, chilled the weld before moving to the next point.

Left 'em short on purpose. chines have a .615" hole with a .210" wall.
I opted to start the end of the shears and chines at frame #1, the last frame to the aft (+ or - a couple of inches), so I could install the fantail portions after I have curved them. I had to order a "tubing roller" from HFT so I could get the right shape I wanted around the curve of the fantail. So that will slow things down until I get it in the mail.

bringing the shears into shape.
The stem was a particularly difficult task. Instead of having it lasered or water jetted in the shape of the patterns, I opted for the rosebud on my torch and a carefully calibrated weight consisting of my 4' pipe wrench and my 20 pound, short-handled sledgehammer hanging on the plate as I heated it. It worked (with a lot of prayer)...



You might notice the slimmer keel members. That is because I wanted to have less of a protruding knife-edge on the outer hull, and the weight savings went into the 37 pounds of hollow chines (and other places).
And lastly for this update, I marked all the frames for the hull stiffeners. Then I used my plaz and blasted them out perfectly. I laid all the bottom ones in, but again, the fantail is holding me up. So far, I have used up a full pair of bottles of Oxygen and acetylene (80 cu. ft.) to shape the keel. I am estimating another refill to shape the stiffeners.


Yup, she's 'bout long enough.
Till next week.
Tuesday the 23 of June, 2015: I finally got the "Tubing Roller" from HFT. After a lot of dressing, refitting, and upgrading both the roller and table for it, I was ready for the first attempt at rolling the fantail chine member (I guess you would call it)... All the reviews were correct on the assembly and operation of the roller. However, like everything else on this project, I had done my research and took responsibility for my actions.
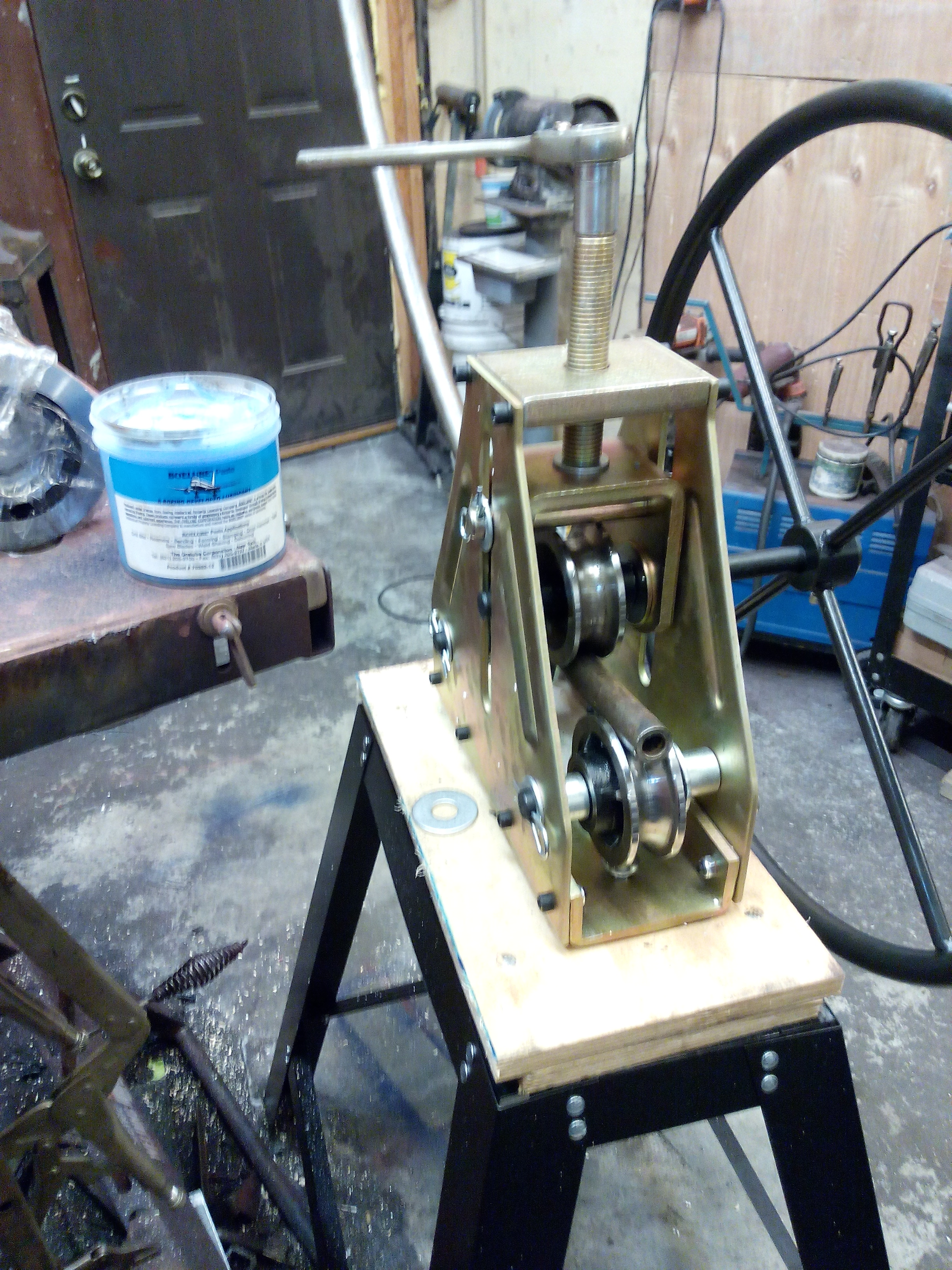
You can see the thick wall on the 1" chine material.
Here are a couple more pics of the rolling operation of the fantail.

I always wonder if it is really gonna fit when i"m done...

Then came the fitting. Amazingly to me, it fit! Here are alignment pictures.


With that member welded, I move on to the fantail sheer member. I was not sure this was a good idea, for a couple of reasons. 1, When I installed the shears on the sides, I welded them to frame #1 and left an inch stub.(Unlike the Chines I left about 4" short and warped everything for the weld.) This would make for some concerns about the curves at this point, and 2, structural stability could be an issue.( maybe not, I cranked the Ironman up to the second highest setting and really burned it in.) "Nuthin a bit of grindin caint fix!" Sorry, the "Ozarkian" sometimes sneaks out. And, the roller did not come with 3/4" rolls. So in proper farmer form, I made sure the Boelube was close and tried the bend with the 1" rolls. I did just a quarter turn on the screwjack per pass with the roller, and it came out fine.
I might mention here, you are money, time, and patience ahead, to go to the Dollar Store prior to starting the welding and cutting for a couple of "quality budget" fire extinguishers. I saved the barn a couple of times with them. And if you use a touch of pleasant smelling hand soap in them, it will keep the moving parts working, and act as an emulsifier and the water doesn't blow right off the hot metal. (And the wife will think you gots some proper culture, 'cuz your shop will start ta smell, ...nicer.


If you look at the blue shop towel in the one picture just above, you will see the telltale traces of fireworks on it.
On to the stiffeners... I finished off the last of the remains of a full pair of bottles of gas and only got a couple of curves started in the aft port side (inverted). I was able to weld down those two ends and then the Ironman puked out on me. I traced it to a faulty install of the liner, from the last owner. A few minutes on eBay, and I was back in the shop.

And NOOOO, the trash can was not there when I was welding or cutting.

Gotta find a better way to bend stiffeners...
So that is it for a couple of days. I am having to build a special planisher that will fit the stiffeners and do a smoother curve than the torch. Also, this refilling bottles every week, is adding up. If it works, I might be tempted to sell it when this job is done. Or, make another for a desiring party. ...
Friday the 26th: Not that much has been done this week, or so it appears. I drilled the tap locations for the chine coolant system at the fantail.

Then, I welded the taps onto the chines at the center of the fantail and tapped out the ends to 3/8" pipe thread. I used a piece of rebar in the hole to maintain alignment and reduce the amount of slag flashing into the pipe and sticking on the inner walls. It would stick to the rebar and come out when it did, (in theory, but it worked).

Then I bought a few fittings and made it so I could pressurize it to test my welds for leaks. I figured it would be better to fine any now than after the skins were on. Glad I did because I found 4 small pinholes. 2 at the bow, and 2 near the fantail. After I ground them out and welded them shut, I did a final pressure test. How many people you know are crazy enough to pressure test their coolant system to 112 PSI? Anyway, it was good so on to the next step. I bought a few more fittings, removed most of the previous ones, and made a make-shift flushing system out of a couple of feet of clear vinyl hose, a barb, and a new 500 GPH bilge pump I had planned to mount in the belly of the boat when done. As you can see from the pictures, the flushing compound, consisting of 30% "Purple Power" cleaner and water. It was fun to watch, and it cleaned all the loose contaminates out of the chines.


I discovered 3 things... 1, the 40 feet 4 inches of chine material takes about 3/4 of a gallon to fill. 2, I found it is quite a radiator. When I started the pump, I found almost instantly the surface temp of the chines dropped from the ambient temperature of 70° or 80°, to about 45° to 50°. and 3, I discovered that even at 6 volts on the battery charger, the pump passed a large amount of cleaning solution through the system swiftly.

And at 12 volts on the battery charger, it was almost uncomfortably too much. My conclusion is, that I am sure the pump will do fine with its mate on the other side of the keel, (one each side) ... And the chine cooler idea will be more than sufficient to cool my propulsion system.

6 volt flow - moderate

12 volt flow-blasting out.
And here is a teaser for what I was thinking would be fun for propulsion: http://www.oreillyauto.com/site/c/search.oap?keyword=121g and... http://www.oreillyauto.com/site/c/search.oap?keyword=121gmf Just joking, back to the build...
As of this evening, I have the side stiffeners in and welded. (took all day) That was a real muscle bender. Since the parts for the hand planisher have not arrived yet, and I am a bit impatient, I used my small sledge backed up by my big sledge, and hammered the edges by hand. The statement "I am tired" does not even begin to describe it. Well, the farm animals are calling for their dinner. More next week.
***********
10 July - OK, it was 2 weeks, but I got a bit more done. I had a bunch more to update the blog, but my computer died before I could hit the update button. So, here is take #2.
I knew there was a better way to do the shaping of the stiffeners and I scoured the internet, but the tool I was looking for did not exist, so I invented it. It is what I call a Hand Planisher. It took a bit of tool engineering to get right, but I built it and tested it on Wednesday of this week, the 8th. I had to wait for parts for the hand planisher to come in, and then I had to assemble the parts, machine some others, and final assembly.
In the test, the benchmarks were, 1. To see if I could make a tool that was cheaper to use than refilling the torch 2-4 more times. 2. Also, I wanted to have something that would stretch or curve the meta (thus removing internal tension) and was less work than the two sledge hammers. 3. And I wanted something that was more controllable than hot metal and stretching over and over wasting gas. I found it. I bought a new long-nose air hammer and made a clamp-on attachment to planish the edge of each 1/4 X 1" stiffener (or thinner) metal bar stock. It was quite an inventive process that took a couple of days to get right. But in the final test, I proved it to be a success without reservation.
Here is a picture if the ugly but functional prototype:

"Custom made" planishing attachment
And here is what it looked like on the boat:

And here is the result. I finished one entire stiffener in about an hour and a half, instead of 6 hours, and the next day, I got the entire back half of the bottom of the boat done from 10 AM until 6 PM.


Back half about ready for skinning, finally, ...Wahoo!
I now understand why the first Glen-L featured FM builder had more pictures of the unskinned hull, than any other. If you do it right, it is a lot of work.
A note about the instructions under the heading "stiffeners". The instructions will not work successfully. If you follow those instructions, 2 things will happen.
1. You will get faceted sides and bottom, with a sever amount of deflection on the frames due to extreme stress. 2. Because of these stresses, your boat will have so much internal tension and stress, that if you do manage to weld down the skins, they will tear the welds or break when you least want it. I tried the instructions, and the result was wholly unacceptable. So, I used my planisher to manually arch the stiffeners just enough between frames to make smooth and fair curves along the entire length of each paneled surface.
If anybody cares or wants, I have a local parts manufacturer that has said he would be interested in making my attachment for resale for interested parties. No word on price as of yet. However, the new air hammer was $35, the hammer bit was $13.50, then there was a couple of bolts, the steel backer anvil(eBay has them for $42), and the housing. Alignment and face angles are critical. That is why I am not going into the development here, and found a local manufacturer that can meet the building requirements. Contact Gayle and John if you are interested in a planisher 2.0... "nuff said"...
Ok, there was another "behind-the-scenes" thing that went on this last two weeks. I had some special mods done to the parts of my mystical drive system that brings it one step closer to completion. These mods were at the behest of the local Corps of Engineers. They had a request that I minimize the possibility of water and biological migration in the build. So, I have tried to think of ways to reduce the likelihood of this, when I was planning for things to complete the boat. At the same time, I am dual tracking an alternative to my home-grown system that will be a backup, if mine does not prove out. More on that later.
Did I mention I wished I had a wider shop?!?! But thank goodness for HD casters.
So by Saturday evening, I have all the stiffeners curved, welded in, and contact points finish ground, so I will have a very fair surface to skin. Then next week, it will be time to cut in limbers, and build the drive system mounting fixtures. After re-watching the "Voyager" series, I am sure I could get away with calling this a modified "quantum slipstream drive" or some such a thing.

Stiffener all in. Limber left to cut in & skin. Wahoo! it'd movin along.
One other thing I had to do to complete this week, and make it monumental for me. I removed the vertical frame supports so I could be ready to start skinning soon. Here is the verticals just before removal.

Hoping to be skinning in the next two weeks. Times like this, I wished I lived near "the big city", so I could order 20 foot sheeting. But for now, I want to make sure all the limbers are in right. It looks like I will have dual, a left and a right, bilge pumps, since I do not want to compromise the integrity of the keel by putting a hole or two in it. Duals of that are good too. I would hate to sink because I lost a pump in a critical moment.
Until next week.
Got sidetracked with workin ma farm...
Week of 17-22 August: Well the pups are mostly out of the woods now being a month old, and I had a lot of work backing up on my Jeep conversion that needed to be done. That being caught up, here is what I did for this last week.
I had some dilemmas over cutting up good plywood for patterns. And knowing there would be a dozen sheets of it I would waste, I struggled with that kind of expense just for a one-time use, ... and, that I might even mess up along the way and have to redo. Lots of thinkin and praying went into it and then it came to me. Some years ago when my son worked for Home Depot, he got a deal on some of a clearance item. I bought 4 rolls of armored plastic, ... for about $5/roll. You know, the visqueen with the nylon strings crisscrossing through it.
Anyway, I remembered I still had 3 1/2 rolls of the stuff stored in the barn, and it was about 48" wide, folded twice (12' wide). PERFECT!!! I went and picked out the one used roll, and started rolling it out. I wacked off a couple 20 foot pieces, and went to work. I used hard drive magnets from an old junk computer hard drive to hold the sheets straight.


Other rare-earth magnet work well too.
With the nylon in it, there was no stretch in the sheets. I could see through it, and I could cut it with sharp shop scissors. Wow!, that was the easiest and cheapest, and fastest I have ever made patterns. And they were straight!

Tools of my patterns

I later got a couple old field magnets that worked great.


I had planned to only spend a couple minutes on getting out the plastic, ... and that evening, I had patterns cut and taped together to make one bottom and one side, with the 8 foot marks for the steel sheets. I got so re-energized, that the next day, after I did a couple hours obligatory work on the jeep project, and I was back on the boat.
This time it was to do tracing and curve smoothing on the steel. About 2 hours later, and I had 4 pieces plazzed out and ready for prepping of the edges.

side panels being cut out.

It is easy to make laser-like cuts with a straight piece of angle and a roll of the wrist.
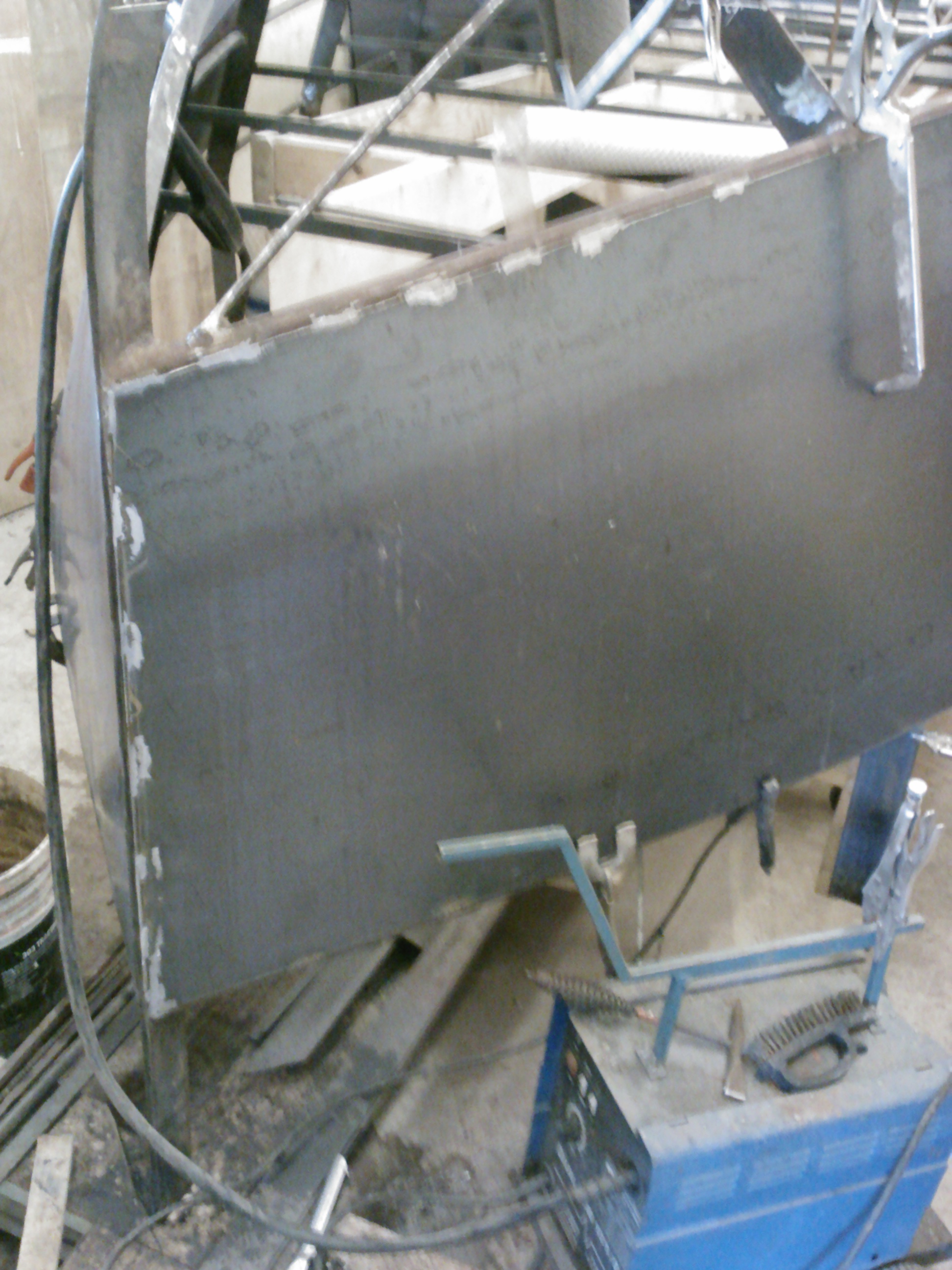
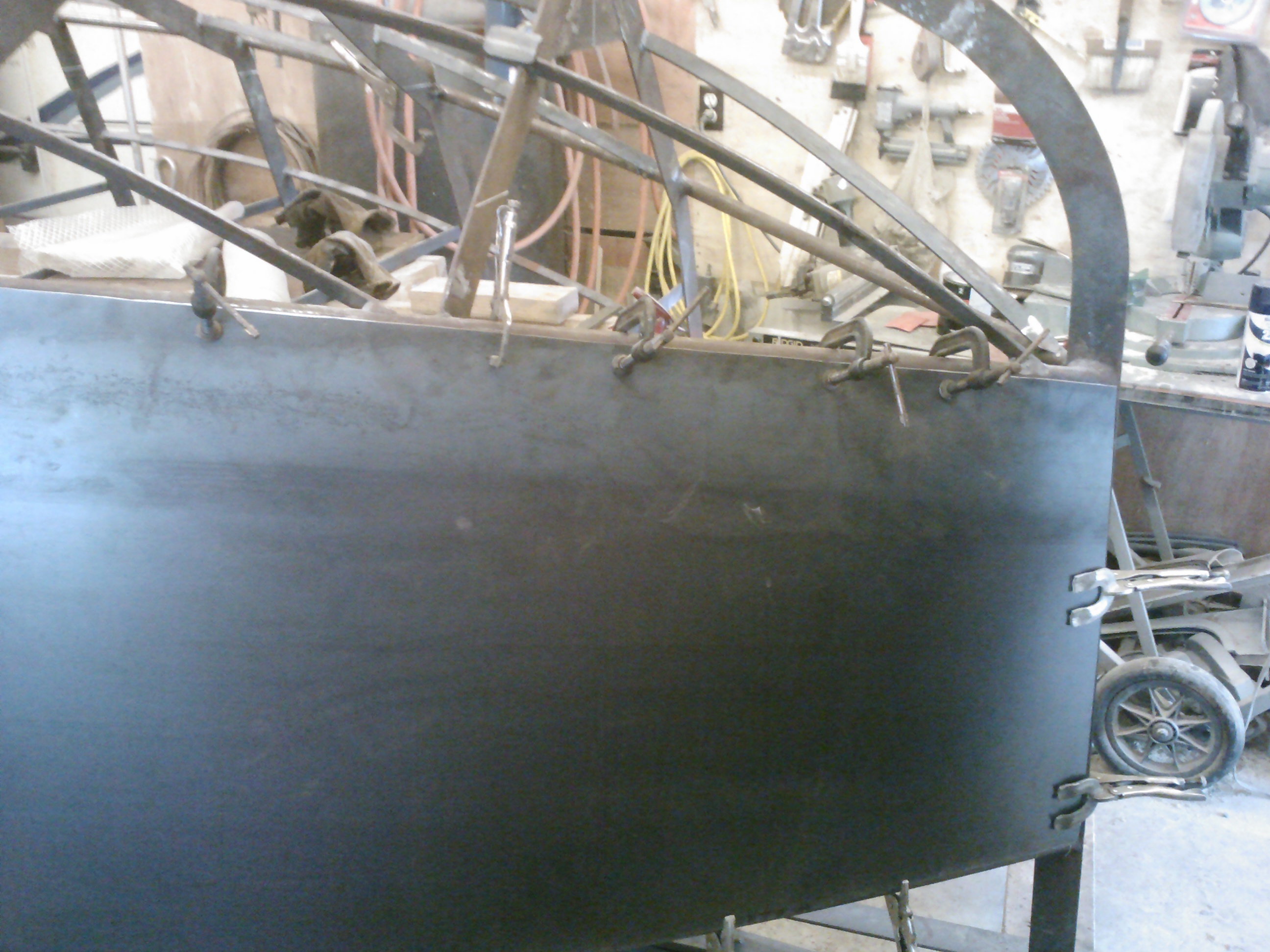
By Wednesday, I had the front two sheets hung and tacked every 4-6 inches. I thought this part would take days from what I had read online. I have built a lot with steel, including, ... forget it. Sufficeth to say, this was my first "shrink wrap" enterprise. I was shocked how fast it went and how straight the skins were. I might add, that I have made a slight alteration to the plans here. The plans called for 11 gauge sheet steel. I have done a lot in steel, and after looking at the finished frame in my shop, I knew there was weight to be saved here and still be strong enough to "keep the water out". I have a really good place to use it up later.
So after consulting with a couple of other professional welders, and one of them was a metal boat repair tech, I opted to go with lighter sides and gunwales. I used 14 gauge (ga.) on the sides and I plan to use the spec'ed 11 ga. on the bottom.

Very little waste here.

virtually no clean-up.

So after I hung the first two sheets, I remembered there was one other step I think I was forgetting... Oh yeah!, I have to cut limbers for drainage.

rough-cut limber slots.

Gotta remember that when the boat is upside-down, where is the steam going to rise to, even along the strongback.
After using the plaz to rough them out, it was quick work to dress then up a bit with the 4" grinder. No real time spent on these, they will almost never be seen, ... we hope.

dressed limbers
As of Friday evening, I have all four sheets I had cut out on Wednesday, all hung on the frame. I've been thinking I needed to drag my feet on this project, or I will run out of skins before I can get more sheet for covering. But I get so far each time I "just take a minute on it", that I think I have become addicted to this thing. Wow!, I hope that isn't a crime! If it were, I could go to jail for having fun welding, or worse yet, building a steel boat! I wonder if there is a "Boatbuilder's Anonymous"??? whooh, it has been a long week without farming breaks. I gotta take it slow on this recovery stuff. ;-)

Friday's assessment... not bad.
I am wishing I could get the side stock in 10 foot pieces. That would save me 2 additional butt-welds at the fantail. It is 9'-2(?)" I'll go beg the supplier and see what he says.
Till next week...
********************************************************************** 12 March 2016 Well, "next week" turned into a few months of Winter. I have been working on this young maiden for 2 weeks now this year. I actually was doing stuff with the drive system and the "power steering", throughout the Winter, but that will not be evident for a while.
Here are the latest pictures and I will explain them...

Fantail sides
Like the caption says, this is the last of the side skins to put on. It took a little bit of doing, but I made a smooth centerline up the back like fine lady's stockings. (Well I am calling it a "her"...) The plastic sheeting did well for these patterns, as the skins only curve slightly, and only in one axis, (mostly). I made patterns for the bottom sheets, but I found out too late, that the plastic sheet lays well on the frames, but when you are trying to lay the steel skins, they take on an entirely new shape. This is because although alluded to in the plans, the front frames #6, #7, #8, and #9 do not touch the skins except for each edge on the keel side and the chine side. Everywhere else between there, there is a gap. So a word to the future steel builders out there, cut this skin 2 inches too wide all the way around, and when you lay it, you can do a plaz-tack, plaz-tack process to get it in perfectly. Or, I guess you could do as the plans suggests and waste a couple sheets of cheap 1/8" luan plywood to simulate the curves and what the steel sheeting will actually do in the frames. Anyway, here is last week's installation of the Port side, front half skin. For the bottom, I got 4'X 10'' sheets and this will make it so I only have one lateral seam in the middle of the bottom, sorta....

I might add that I am skinning the bottom with 12 gauge instead of the 11 gauge called out in the plans. The weight savings is significant and the thickness loss is just .021" from the 11 gauge. Add to that, I skinned the sides with 14 gauge instead of the 11 gauge again called out in the plans. At this point, I have saved some 400 pounds that I need to use elsewhere. The only possible downfall is that it takes a bit more skill to weld down the thinner skins, and it is less forgiving of minor inconsistencies in the framing layout. So one has to be more careful to make sure ones frames and stiffeners are exactly right.

Starboard front bottom skin

Closeup of the temp tabs to hold up the skin
In these pictures I might note that I am a 1-man shop. So I have some stuff I do for ease of working alone. Since the left is exactly the opposite of the right, I took a pattern from the first sheet, after it was installed, and made a perfect match for the other side. Then, since there were issues with putting the skin down into place, I put this one on backwards. That is to say, I clamped it at the bow, and in the other picture, you will see that I had it resting on 4 temporary tabs. Then I could get the bow welded into place, using the weight of the sheet to help lay it down as I moved back with the tacks. On the first side I started at the back, and by the time I got to the front, I had two 1-ton come-a-longs (with welded-on pulling rails) and a 2-ton porta-power jacking on things to maintain the keel line, and pull the bow into place. I can't imagine what it would have taken if I had built it with the 1/8" (11 Ga.) plate called for in the plans.

Fantail "waist" rail
So, as of last night, I got the waist rail tacked on. At least that is what I am calling it. In the Steel version, there is a 2 inch transition rail that goes around the fantail to reduce the sharp edge from the sides to the bulwarks. It kind of softens the angles and gives a flat edge to push against if you are backing into something (or someone...). As called out in the plans, since this is a "bumper rail," I did it in 1/8" X 2" flat-bar.

Waist rail fully welded in.
Then first thing this Saturday morning, I finished welding in the waist rail, and started on the fantail bulwarks. So the above picture has the fantail bulwark sheeting installed, too. If I were instructing anybody else to build this boat in steel, I would tell them NOT to install this sheet until the hull is righted. That is because it is really hard to get the proper shape to the curved sheet and maintain the proper radius on it, too. And I was only dealing with 14 gauge here. I would never have been able to man-handle 11 gauge sheet here by myself. So next, is to finish the mods to the aft bottom between frames #1 and #2, and then skin them. I will do a number of pictures for this in the next couple weeks. Since I am also fabricating the "pulse-fusion reactor" to mate with the "caterpillar drive," I will be working on those parts next. One of my "reactors" arrived last week and I am excited to get it mated up. Man! I can see why "Emmett Brown" had to make a deal with the Iranians to be able to afford his creation (just funnin'...).

View from Above the aft.
This is what it looks like as of Saturday Evening the 12th.
But seriously, I will be working on the propulsion and steering systems and how to incorporate them into the hull, next week. *************************************************************************************************************
27 March 2016 -
In the past 11 days, I have seen the finish of the bottom and sides, checked and dressed welds, and started again on the drive system construction and installation.
A couple of notes here: 1, I thought at this point, to list and display what might be called "A few of my favorite things", (a phrase from Sound of Music).
2, In talking to my most trusted Marine Advisor / Plans Administrator, I am opting to come clean about the drive system, and put my ideas out for all to see. I would ask that if there are constructive, positive, and productive helps in the readership, I welcome them. All others relating to this topic, please hold your comments until I have posted the maiden launch.
So here goes ...
This portion of my submission may seem redundant or simplistic, but I sure wished somebody had told me some of this stuff before I started, so I wouldn't waste a lot of time in "research." And some of it I have learned over the years that might help the first-timer.
I found and bought specifically for this build, a really good "large welder". It is a used Hobart Ironman 250 MIG unit with a CO2 tank. I was told I could get "tri-gas", but I found the CO2 to be sufficient for this build, and a lot cheaper to refill.

Used Hobart Ironman 250 - $600, Ease to use - priceless.
I loaded it with .045" solid core wire and used it for anything thicker than 11 gauge sheet. That included the frames, stiffeners, chines, and sheers. Basiclly the entire frame of the build.
I have had for a number of years, a couple "small welders", like the HFT model pictured, and a Century (Sears).

The baby welder.
Both are old 120 VAC units, that produces 75 Amps DC and a really good bead with .030" flux core wire. I used them for all tacking, temporary placements, and sheeting. It is light enough to put up on the build and has served me well. In HFT language, it is a "Dual Mig 131/2." Bare in mind that I had to modify the diode pack in the rectifier so the 20% duty cycle could actually reach that rating. That is to say, that somebody in China thinks it can weld a bead for one (1) minute, and rest for five (5) minutes. It was actually a 10% machine at best, and if it is hot out, maybe half of that... I am proud to report that I have reached about 35% cycle regularly, with the improved larger diodes I got from Mouser Electronics. The diodes were about $12 for a pack of 2 dozen.
The next thing I used almost constantly was my "Plaz". It is another Chinese unit that replaced my over-priced American one (Thermal Dynamics) that actually died the exact day after the warranty ran out. The repair for it was twice what the "3-in-1 TIG/Arc/Plasma cutter" cost, and it has been running for years, (knock on my wooden head).

Exion CT520DX "Plaz" on an HFT welding cart.
They can be had on eBay for $600-1,000. And I might add, get a lot of consumables. I first bought a 20-pak of copper tips and cups thinking a couple paks would last a really long time. I recently used up a 50-pak but it was worth it.
Now to make the plaz work at all, you need a compressor that has some storage on it. I recommend a 20 gallon tank minimum for short cuts.

"Old faithful".

"Seldom faithful", and NEVER parts available...
I have rebuilt my 4 compressors so much, I think I am confident in making the suggestion that you look at buying from a traditionally American company. My CH and DeVilbiss get new parts about half as quick as the HFT and DeWalt. That being said, there is no substitute for storage capacity(no moving parts).

Primary air storage.
About 3 years ago, I removed a commercial water heater from a building after they went "tankless". After gutting it of the coils, anodes, and excess plumbing, I pressure tested this 24" X 60", 117.5 Gallon tank, and found it to be safe. The resulting storage space has been well worth the little bit of work. It takes about a half hour to fill from empty.
I found my wife's kitchen steps to be the best thing for getting around the hull to sheet it.

The best thing for getting around the build.
And though not pictured, I enlisted my "bodyman's stool" for the welding on the upper side joints along the sheers.
And about the last thing for this segment is the grinders used.

4 1/2" "disposable" grinders.
The grinders are the "disposable" HFT type, that can be had for about $20 each. You will need three (3). One to grind, one to brush, and one to replace the others when you drop one, or it slides off the hull, accidentally...
I might note here, that the best disks to use in the build so far, are the 24 grit disks. The others are too fine for the rough-out. I have the finer ones, but only use them for finish work. I use the guards intermittently. I found that the most course "cone" or "cup" brushes are the best for de-slagging, and make for a smooth finish.
OK, now onto my "secret drive system."
While consulting with my most trusted "Marine Advisor", (that be you, Gayle...) it was concluded, that the readership would be interested in the drive system (without antagonism), with the very clearly stated caveat that, ...
...IT MUST BE MADE CLEAR THAT THIS MODIFICATION IS NOT PROVEN FOR THIS DESIGN AND IS NOT AN APPROVED ALTERATION TO THE GOLIATH OR ANY OTHER GLEN-L DESIGN.
Now, with the formalities out of the way, here is the description, and a short reasoning. It has been my goal and intention from the beginning, to build the Goliath with an electric propulsion system.
Added to that, I wanted it to be changed from a traditional lake or river "yacht-tug" for pleasure, to a real working "mini-ASD tug". ASD is the acronym for Azimuth Stern Drive. So that meant doing a lot of design and research for all the associated systems and design changes to go from concept to product. I can tell you that I have been keeping notes of my research, and have consulted with a number of Marine Engineers, and Architects, and though I am confident it will work exactly as designed when done, there is still a level of uncertainty. I could have gone the "easy way" and bought a pre-packaged system from any one of 3-4 makers. However, there were significant reasons for NOT doing this. In at least two cases, I was not willing to fork out some $15,000 EACH, for the drives and wait six months EACH, for construction and arrival.
The system has a dual, parallel "L-drive" layout, and the pictures in the next while will bare that out. The electric motors will attach directly to the shortened input shafts of a pair of 85 H.P. Merc outboard lower units. The final units will be similar to the "ED" drives Glen-L sells plans for, but greatly beefed up. The motors were specially built for this installation by D&D Motors in Syracuse, New York. They are 16.4 horsepower rated, shunt-wound, DC motors, with a 100% duty cycle. That makes the total rated output 32.8 horsepower at 48 volts DC. The plans spec-out the Goliath for "10-30 H.P.", and a "22 in. dia. prop." (Tech note: 22" prop=380.13 Sq. In. or Twin 14" props=307.88 Sq. In.)
The motors will be driven with Curtis 1268 Controllers and armrest-mounted, triple action, open gimbal joysticks. There are dual independent steering motors linked to the joysticks. The steering controller came from a robotics warehouse (Dimension Engineering - Sabertooth 2X25) for $125. The steering motors are something the size of common wiper motors, (more on them later).

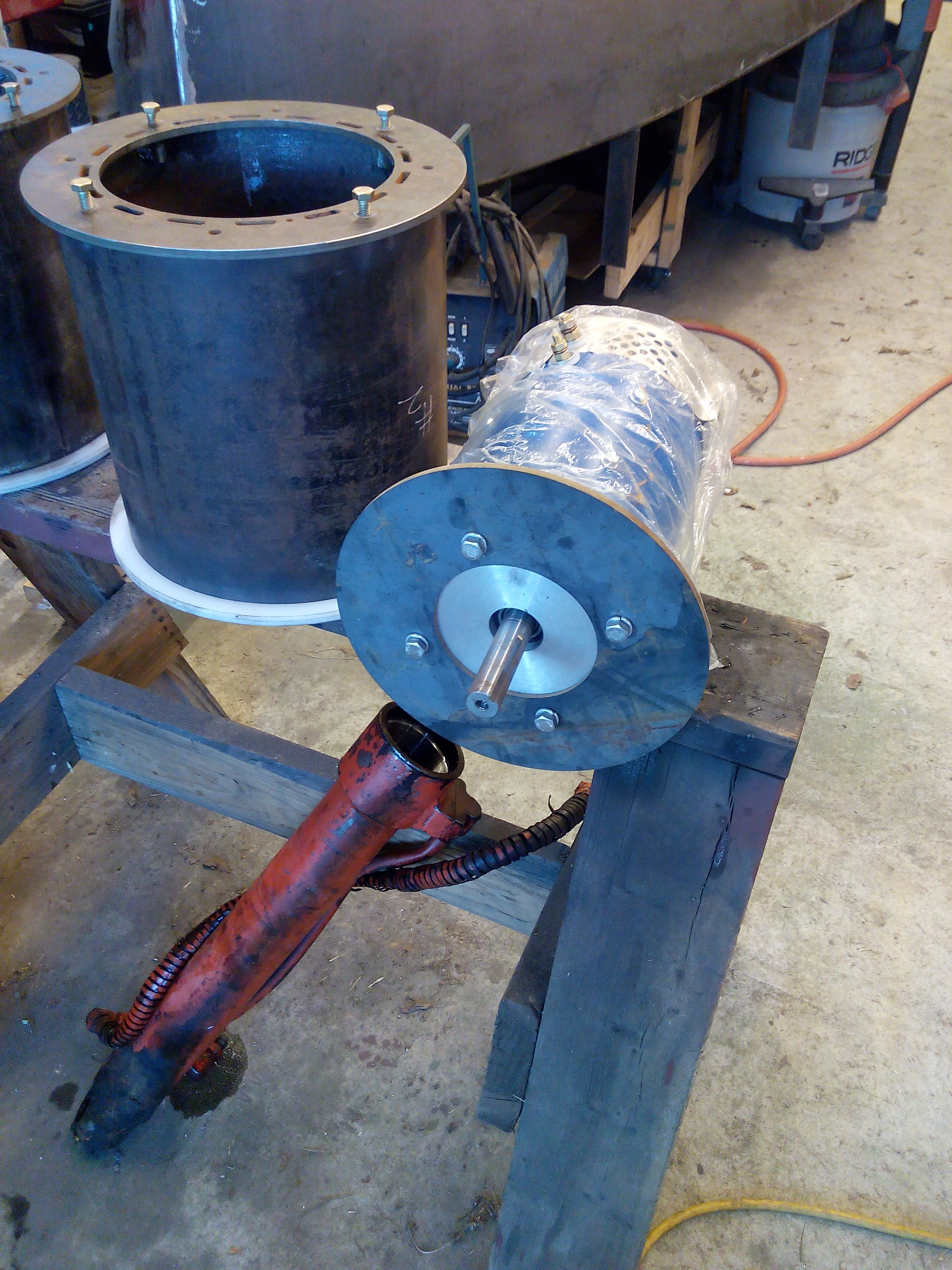
Well into the mods of the "lowers."

I chose these for their hardy low-maintenance history, and ease of availability. And, that they are the smallest drives that can respectably handle the 14" X 11" 3-blade props they will swing for testing. Add to this, I am installing "Prop-Guard" ducts to help enhance the thrust and protect the props in shallows operations.
The next data may make you laugh, but this is the nature of testing on a shoestring. With the reduced weight of the other hull components(i.e.), I have saved over 400 pounds as previously stated to be used up in the primary battery bank, along with the added weight allowance for the original power system. No item has been omitted or counted twice, except the fact that there are two drives. Depending on power settings, the "rated" duration of the bank is from two (2), to ten (10) hours of electric reserves, which might be slighty optimistic.
"Now back to our previously scheduled program", ...
Here are the progress pictures of the hull sheeting.
Tacking skins amidship.

Aft bottom skins going down.

Patterns were a bit rough for the placement.

..., But a little bit of re-glazing and grinder work.

Both sides in place-ready for final welding.
And here is what it looks like after welding and grinding. I still have to cut and install the bulwarks skins, but wanted to get the stiffeners welded in a bit, and these skins would make it extremely difficult to get into the inside if in place beforehand.

Bulwarks left to place.

Aft done including fantail bulwarks.

Sides and bow done except for bulwarks.
Till next time, ... ++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
Evening of 22 April, 2016-
Wow, it has been almost 4 weeks since an update, sorry. During this time I had to special order some specially fabbed barrels, and so I used the time to finish up some interior welding of stiffeners that I found in a QC check of my work so far. I also took some time to smooth off the welded up vent holes in the drive lowers, and finish dressing so they would look better when painted and installed. So to remind you, I wanted as little chance for biological migration as possible in this build, so anything like water galleys and hard-to-clean water ports were done away as much as possible. Besides, I have the closed cooling system if needed.
Now, with the barrels in hand, I could continue...
I might add here, that well casing is one of the lower quality products you can get from your steel provider, especially if they buy from, "off shore". I found my inner barrels were neither round nor true along the diameter. Each varied in round up to 1/8", and true diameter along their length was as much as 1/16".

Inner turret and outer barrels
Although only one of each is shown, in this process, there are 2 of each, left & right, port & starboard. The one on the left is a 12" length of 10 3/4" casing that the machinist finished both ends to 11.75" total length. The right piece is a bit of 3/16" flat sheet I had rolled at a premier fab shop in Springfield, named Rose Metal Products. They were the only ones for many miles around, that could roll the stock to the standard I wanted and without distortion to the ends.
I had them cut and roll the sheet 1/8" short, so I could add a clearance stiffening shim as needed to get the slip-fit I wanted in the outer sleeve.

I had to do some finish dolly work to make sure the outer fit the inner with as much contact as possible and to relieve a bit of the tension from a slight bit of over rolling. With that done, I then tacked, checked fit, and finished the welds along the entire length of the stiffener on both sides on the outside only. FYI, I took almost 40 pictures of this process so if anybody really wants to duplicate it, I have the documentation.

Inside of bore. NO deformation.
I might mention here, that this is a bit of a tricky operation and still have a working pair of parts when you are done. The weld must be 80-90% penetration but NO burn through spots. If you do, the whole thing becomes crap and you have to start over. The parts need to fit very clean and tight with the ability to still turn by hand when done.
Next I fitted and welded the lower base rings I had fabricated from my HFT roller. These were a real nightmare to make in the first place, and there was a lot of "blacksmithing", to get them to fit perfectly.

Outer barrel bases in place.
These were made from 1/4" x 1" flat stock, and will serve as the flange faces that the lower turret plates will mate to when assembled. They got a finish surface grinding to make a smooth finish for the UHMW bearing rings to mate with. UMHW is the hard, opaque/white material used in industrial applications as a heavy duty slipper bearing surface that resists wear.

Tacking & welding outer barrel flange.
Next, I took the off-center fairing rings I had cut out in the last couple weeks, and started rolling and bringing the ends together. This was a bit of a struggle, but the finished parts were all I had hoped for.
Plotting the fairings from a card-stock pattern on 12 ga. sheet.

back side of fairings

front side of fairing
I would interject a couple things here that probably are not evident. 1. These were formed from the same 12 gauge that the bottom hull skins are made from, and will serve as structural support to the outer barrel pieces when welded in place. And because they are such, I made sure to do "medical welds" to them. That is to say, that they were welded both inside and out to ensure strength and water tightness. (if that is a word). And, after the fairings were finished, the welds were water tested to make sure. These components, when welded in place, will be impossible to repair without hauling the boat if there is a leak, and if their was a leak, would do significant damage to the structure around them before the leak was found.

Medical welds inside and out.
And 2. Contrary to common belief, the turrets do not set plum and straight in their Z-axis. I did extensive research with a renowned Marine Architect that has specialized in this kind of drives in the big tugs. After looking at my project and crunching some numbers, we found that the drives need to have 5 degrees of side angle, and 5 degrees of down angle. That is to say, that the bottoms of the drives are "kicked out" a bit, and they point a bit down in the front. His reasoning was, that the side angle helps to counter-act the top-side pitching to the outside in a turn from the inertia of the superstructure, and the slight down angle is to make the drive run true to the thrust line when underway. Here is a close-up of the fairing before welding. The flange ring needs to set flat on top of the fairing, but still have no gaps anywhere around the circumference.

Flange on fairing.
And not to backtrack, but here is a fun picture of the fairing assembling process... as you can see, the weld point got a bit congested...

Assembling the fairing ends.

Barrels ready to be installed in the hull and then have upper support rings welded in place.

Fitting the upper, outer barrel support rings

Rolled inner, lower turret attachment rings fitting.
The next thing that needs to be mentioned is indexing. I used the stiffener seam of the outer barrels as my "zero-index point." When plotting the angles of the fairings, there needed to be a point that was a zero-point that I could match the indexing orientation of the barrels and fairings to keep the angles constant from left to right and insure the proper thrust angles for each. I aligned the fairing seams to the zero seam, and when I was doing the plotting and making the patterns on the hull, I made alignment notations both on the hull, and the pattern. These are extremely important and need to be maintained through the final assembly and welding.

Finish welded and indexed piece.

Matching indexing on the hull.
The little pin stubs were temporary leveling points to help hold the flanges while I made the patterns. They were removed before final fitting of the finished turret barrels and fairing assemblies.
And so here is the culmination of the month of work...

Finished cut-outs, ready for barrel assemblies.
Now that I have a sure placement, I will be removing them and finishing the construction of the inner turret barrels and the final assembly of the parts to make them complete and functional steering turrets.

View of turret offsets in finished dry placement.

Finish fitting of turret assemblies prior to welding in place.
As you can see from these last two pictures, when they are finally welded in place, they will get a bead on the outside of the fairing/hull contact point, and an inner bead on the barrel hulls penetration point, thus making an air & water tight cavity that will not be accessible after assembly as noted before.
That's it for this installment.
####################################################################
-
Friday Afternoon 17 June, 2016
So, it looks like I abandoned the project. But that is not the reality in my shop. I have been working on the development of the drives and tending to some of my other duties around the farm. So here are a few pictures and a brief update...
The lower drive units have had some extensive improvements and no longer capture water or have any cavities that might hold water. And, the heli-arced areas had to be first ground with a rough rasp, then a course 4" grinder, and then a series of sanding down to 320 grit before painting original black.

"Lowers" welded, ground, & painted.

"Look Ma, no holes!" Now to overhaul and key shafts.
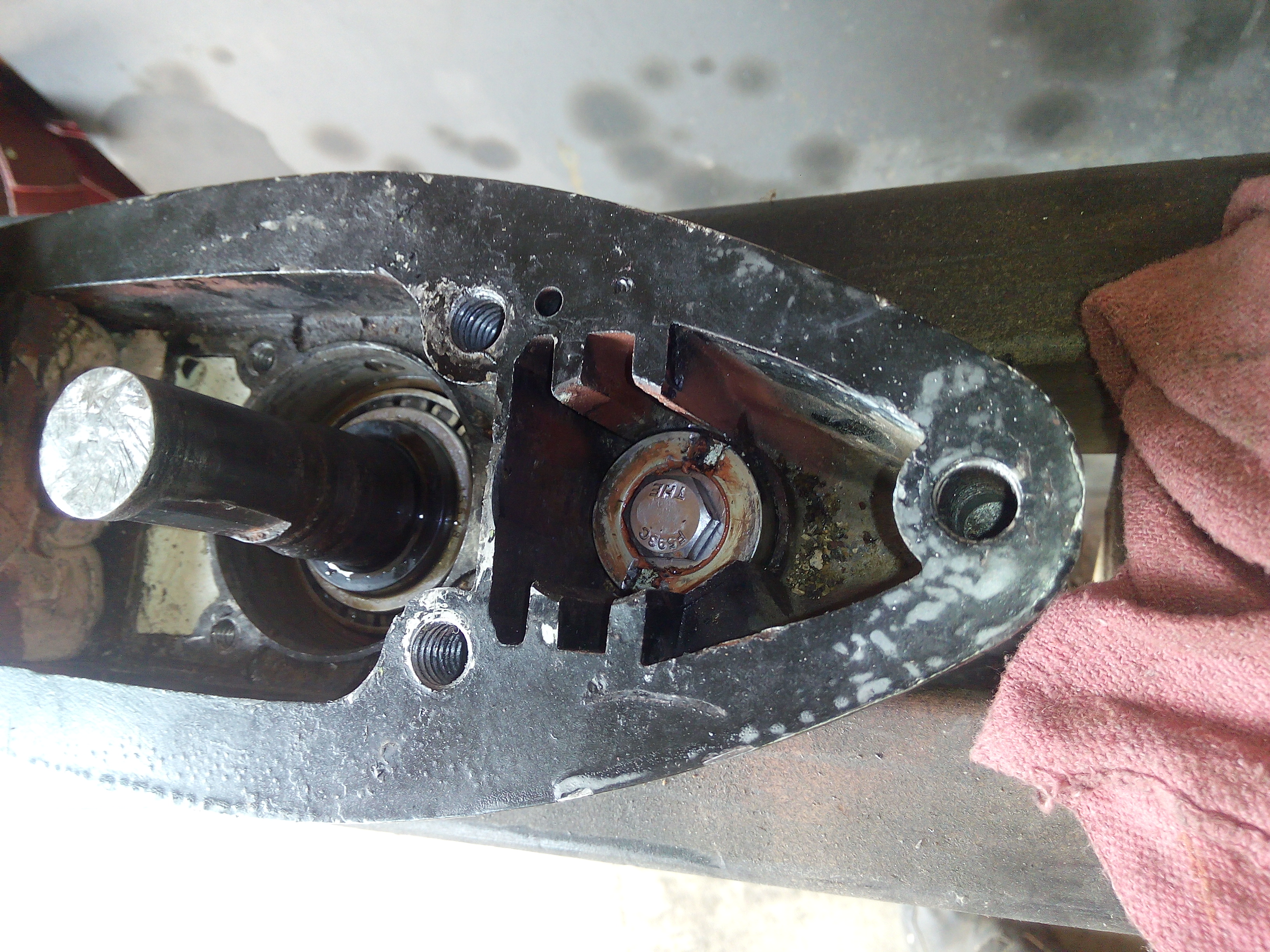
With the exteriors done, I am going to get the interiors done to include a keyway milled into each input shaft to accept the new motor couplings.

Keyway slots left before final assembly of the lowers to the turret bases.
In the last couple weeks, I also had turret sealing rings water-jetted out by my friend Cody Bryan from Industrial Equipment Services (I.E.S.) in Springdale, Arkansas. I had been quoted prices from $250 to a couple thousand for these little jewels. But when I found Cody, he was receptive to my cause, and told me to bring the mating parts to his shop to look at it. A little over an hour of driving and I was at his door. After a brief explanation of the project, and a few pictures, he set to work at his CAD/CAM terminal of his monstrous waterjet machine. It took him all of 10 minutes to design the parts and make sure the tolerances were what I wanted and needed. another 2 minutes each and I had 6 seal rings that fit perfectly. I have seen a lot, but it is rare to see a true master at work. The total bill for the design and cutting came to a whopping $60 bucks! So with that little hurdle out of the way, it was on to the fitting and finishing of the turret tops. As of this installment, Cody is working on some really special cuts in 1/4" plate steel for the internal motor mounting plates and the top retaining rings to hold it all together.
So with the upper attachment design in place, I finally decided to close up the belly of those two gaping holes in the stern of the hull. So although I have already posted "dry fittings" of the barrel assemblies, it was quite a feat to actually weld them in and still get a fair hull. First came the assembly... I had to "screw" the upper barrels into slots in the hull, because I wanted to have the upper mounting rings welded in place really well, before installation of the assemblies.

Screwing the barrels into the hull prior to welding.
On the Port side I started where the best points of where the "skirts" (faring rings) met the hull line.

Starting the tacking and even bolting as needed.
That was a mistake that took all day to chase around the ring perimeter.
For future knowledge and for record to all of posterity, ... you need to start at the narrowest point on and offset ring like these. That is where the least amount of flex is, and the point where there is the least allowance for errors. So if you start there, it is much easier to "chase" any slight deformities or distortion into the wider, more flexible and forgiving sides of the ring's circumference.

Coaxing the skirts and skins to into place as I welded them.
So after 2 days of tacking, coaxing, and even jacking up from the underside with my 2-Ton porta-power jack, it was finished on the outside.

Turret barrels and fairings welded into the hull, .. FINALLY!
Then came a couple of days of finish-grinding and smoothing so when the paint goes on, there won't be signs of welds.
The final step in this chapter, was to finish installing the small 6" sections of upper mounting rings that could not be in place before installing the barrels.
 /
/
the last of each ring to weld in place.

Final fitting and leveling.
I chose this course of action, because I needed the finished surface to have the least amount of distortion, or bends in it so the sealing rings would do their job.

Upper and lower rings are different thicknesses by just a 1/16th".

Upper ring checked for fit before installation.
And the final test of this installation is for accuracy due to having the barrel geometry canted 10° fore and aft, as well as laterally. I guess I was praying enough, cause they were right on!

Canted equally together, after all that work separately.
At this point, I think I am planning to sandblast and epoxy prime the outer hull. I know there will be some scorching and burning when I roll it and start the finish of the inner stiffeners. But I have kept that to a minimum by doing as much as I could now. I am told this may take a couple weeks to schedule the blaster man and his equipment. In the mean time, I will be finishing the final installation of the parts to complete the drives in the turrets.
So that is it for now. I would love to hear how anybody else did (or is doing) their Goliath or similar steel boat build. And if possible, PM me with your contact info so we can share details & pics. I am interested in anyone else building one.
Till next time... @@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@
25 August, 2016
OK, so I had this all typed up, and the power in my area bumped, losing several hours of work.
Here goes again... Below is a picture of the semi-completed drive system with the barrel and fairing in place as a unit. The barrel & faring was installed a few months ago.

Semi-completed drive-with barrel and faring.
And in the last few months, I have been working on the farm and trying to earn something that might be construed as a very modest living. But I always took a little time each week to keep going on the boat.
First, I had to overhaul the drives. That revealed some really bad stuff, including shelled out gears in one drive, and poor work in both drives. So as late as this week, I got all the gears replaced, and all new seals throughout the drives.
Second, I discovered that on larger drives, the "transmission" was designed so there was a ratcheting system that would not allow the motor run the gears backwards. After a couple trips to the machine shops in the area, I was able to get the prop shafts permanently pinned to the reverse gears. This allowed me to gut the drives of the now, non-essential shifting parts. That amounted to just over a dozen parts in each drive that would now be useless weight and parts to come loose and destroy a drive.

Adding one pin, got rid of all these parts.
In the picture, you may note that the left does not look exactly like the right. That is because there were even different missing parts in each drive.
Sorry to expound so much on the drives, but they are an integral part of my creation...
Another spike in the power... This is revolting!
Here are a few more pictures of the construction of the drive packages.

Turret bottom transition plate.

Plate glued & screwed to the drive unit.
Pre-fitting motor mount plate to motor.

Upper mounting lugs in turrets.

Upper turret retaining rings- had to get done a second time.

Simple "farmer" plugs to plug shifting galleys.
Now there is less chance of a blowout.

Jigging up for final motor plate location.

All welded, dressed and sealed. ready for the motor placement.

Here I was checking for warpage.

Yup that is a lot of bolts, and probably a bit of overkill. But there will be no leaks...

This is what I weighed, from prop to cooling fan...
So I was worried about how much this was all going to weigh. I know I am over-building a bit here. As you can see from the picture, it is everything from the prop, to the auxiliary cooling fan on top. I have yet to make the cover shrouds and the ducting. And bearing in mind that the plans say, "Motor weight to 400 pounds", I wanted to try to be within that number for both drives. I am assuming the listed motor weight can not include the original brass prop, shaft, rudder assembly, or fittings. Well, I was pleased when I took down my sensitive digital scales and placed it all on the deck, minus tare weight for the 2x2 blocks, and it registered 147.0 pounds.
If I had bought a Yanmar diesel sail-drive, it is 346 pounds and still needs a rudder.
Now I also am not out of the woods yet, because I have not included the electric power steering system that is about 20-30 pounds. But as it currently sits, the pair are 294 pounds together. Wahoo!
That is it for this week. ##########################################################
9 September,2016 - Evening...
Well, this is going to be a bit shorter than the last entries. What with working on the roof of a widow lady in our church, and brushcuttin fields for fall (and church on Sunday of course), I only had 3 days to work on the tug.

Port side, forward Bulwark skin going on.
So I got the final bulwark skins welded in place, and after buying ANOTHER grinder, (a bigger one), I have all the outer grinding all done. I found a new Curtis controller on eBay, that was the exact model I needed to drive my "traction" motors. It was well priced, so now I am halfway there on the motors and controllers to drive it.
So here is what it looks like this evening:

All the outer hull skins welded and ground smooth,... Wahoo!
That beefy little stool you see in the first photo, was something that I use often to get sheets off the ground, and close to position, since I work alone.
I called the Sandblasters, and we have an appointment to blast it on the 20th. I ordered the Marine epoxy primer this week and it will be here next week. Then, the day after the blasters are done with it, it gets a coat of primer and we will wait 2-3 days to cure well. Then it will be time for this tug to "roll over and play dead"! I'll take lots of pics. I might even invite a friend over to shoot a short video of the momentous occasion.
I'll keep you posted, and happy G10 to all that are going. Maybe I can make it next year. %%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
26 Sept. Updates:
Since last posting, I have procured the last of the controllers. I now have Curtis 1268-5501 controller units. Besides the one "new" one I got from a freight salvage company in Utah, I bought 3 more "bad" ones from a fellow in I think Florida. I opted to do this because the cost to buy and then rebuild/repair one of these units is about half the new cost. Furthermore, a "new" unit is not always tested, but just expected to be good. After FISP rebuilds these controllers, they test them to make sure the rebuild/repair is back to factory specs, so I feel it is in some ways better than new due to testing. Because I expect to be doing a lot of tweaking once this boat is in the water, I also sprung for a PC-based controller programmer at the "OEM" level.
I guess I should backup and tell you of the sandblasting. I contacted a few local blasters and settled on having James at Super C Sandblasters do the work. This was no small undertaking. It took me a day just to get the hull shifted from the back of my shop, to the front door. In the process, I discovered, that the casters I am/was using were not sufficient to make that 30' trek under the current loading. Although the casters are rated for 165# each, times nine casters evenly placed at the key support locations, 3 of them failed. At various moments of the loading process, far more than the design load for these little units was exceeded by a factor of roughly 10 times...
On Monday the 19th, in the evening, I got it all loaded on my lowboy trailer.

Loaded, 10' high and counting...
The appointment was for the next morning at their facility. It took James (The owner) and his assistant, all day to complete the job. At around 4 P.M., I got a call saying that it would be ready for pickup around 5 P.M. I got there a bit early, and was chained down at 5. I was back home by 5:30, and after setting up the paint stuff, was ready to paint at 6 P.M. Painting took 2 hours, and I was all cleaned up by 8:30 P.M. I never want to prime by moonlight ever again... Though the area lighting was good, it was a far cry from daylight. So all coated, I had no concerns about getting condensation on it.
The next morning I went out to assess the damage. To my surprise, the entire job only had 2 minor "hangers" in it. So two days later after curing, I moved it back into the shop for the relocating and marking of the DWL, and to do a bit of minor detail work on the chine lines. And today, the 26th, I get the bottom paint. Just for informational, I used a product from Mar Pro, from a vendor in Florida. It is specifically designed for metal boats and for below the waterline. So I used it on the entire outside. The bottom and waterline stripe are from the POR 15 folks. If all goes as planned, I will have those two colors on by Wednesday.
I have been working with a tyre re-treader in KC, to supply the rubber for the rubrails. Pictures of that will be soon.
That is about all I have for this week... ****************************************************************
8 October, 2016: I got the black on the bottom, but it was a mis-judgement on my part. I got it covered, but it was not up to the quality I usually do. That is vague-speech for "I got a couple hangers and a dry spot in the finish."
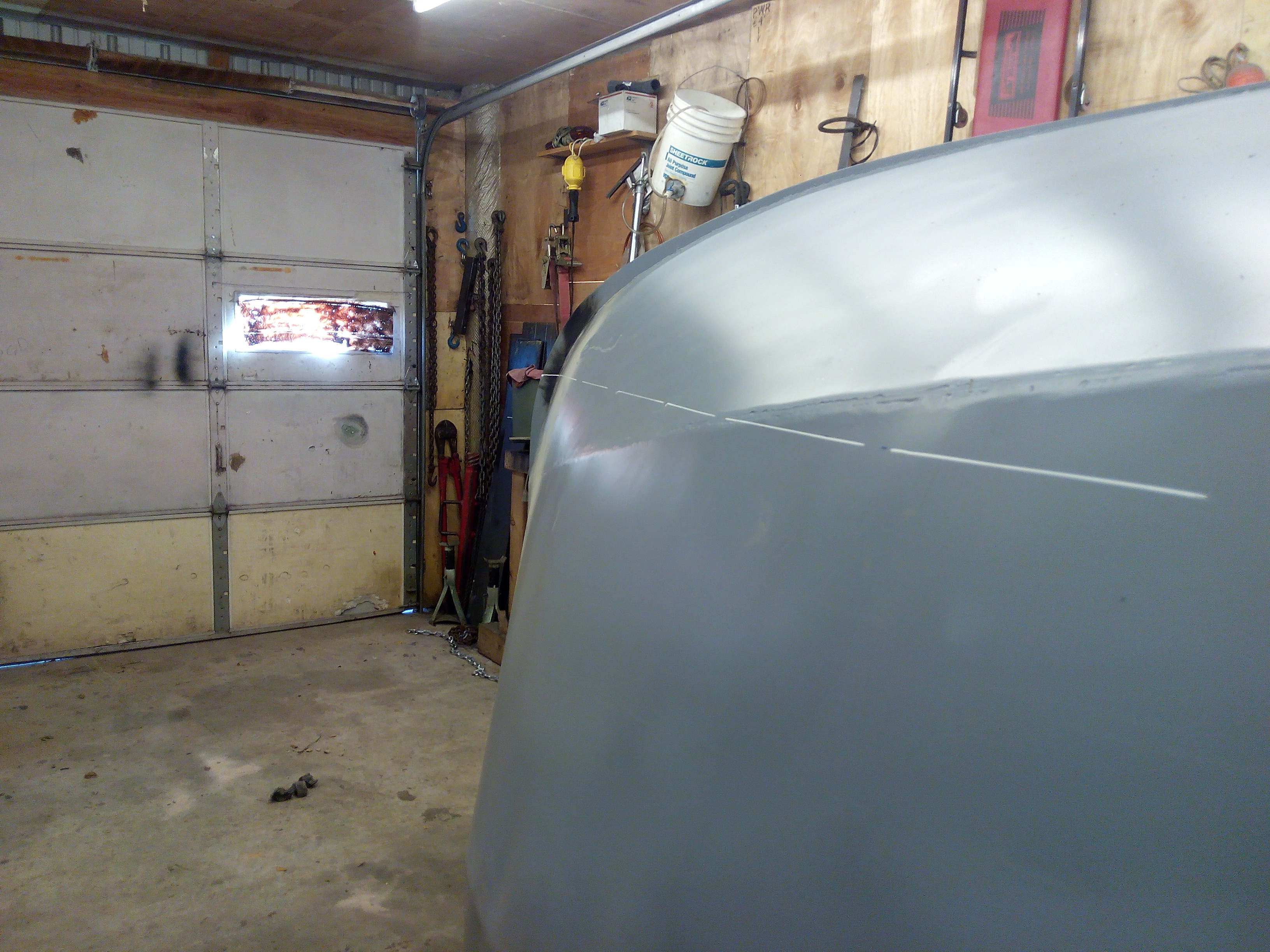
Bow, primed, waterline marked.

Stern, primed, waterline marked.

The black is on, but not pretty.
So I fixed the flaws with some 320 wet-or-dry, and ordered another pint of Chassis-black Topcoat.
This week saw the ordering of the second drive motor from D&D. It took them 2 days to custom build these motors each time. I like to think it is because it is so hard to fit the "quantum slipstream drives" into the cases... I also ordered the initial version of the Kort-style ducts for installation onto the gearboxes, to go around the props. They come from Greg Morrell at Prop Guard Marine, Inc. I am strongly considering some enhancements for them too.

Laser leveling the waterline
A few words on the waterline...
If you have the money to get or borrow a laser, that is one option. I had an old one from my General Contractor days, and so I used it. I was not fully confident it was on-line, so I resorted to a more basic and failsafe means of developing a waterline. Many may know of it, but I feel it is important enough to cover it here.

Leveling tube
If you do not have the wherewithal to get or use a laser, the means used by many a farmer and old-time builders, is the "leveling tube." In this exercise, I bought 30 feet of 1/8" clear vinyl tubing, a small amount of a coloured liquid like "Simple Green or Purple Power" diluted, a magnet and a metal clamp.
Lay out the tube and attach the clamp to one end. Then syphon in the coloured liquid so there is about 6" left empty at either (both) ends. With the magnet, attach one end to the known waterline at any point. In my case, that was the permanently carved grinder nick into the stem, used while I was setting frames.
While holding the other end in your hand, work your way around the waterline marking and checking your levels until you have the entire line marked about every foot, all the way around the hull. Sonova-gun! The laser was dead-on.
On a side note, I read in the building reports of the "Grace Parker", by Doug (Slug) in the forum section. He mentioned he raised the waterline in his build by 2" and was about right on when he did his final ballast trimming at dockside. This is something I am considering, but I have almost 1,000 pounds of battery ballast to set up for when the time comes. So at this point, I am wondering if I should put it on DWL, or add 2" to make her sit a bit deep? We'll see...

"calibrating" the leveling tube.

checking the level at the fantail.
Note that in the picture above, the level-line as designed (DWL), is actually about 1/2" onto the bottom of the boat. So she is still level, even after being man-handled out of the shop, loaded onto my lowboy, and being tromped all over at the sandblaster's facility.
Now back to the paint... On this project, I will be doing a technique used in older body shops where multi-toning is done. I know. I make it sound like this is a special thing. It is not. It just seems, that the shops and car dealers of today, do not do 2-tone paint jobs like they used to. Thus, little things like this may get lost as styles evolve.
Anyway, the idea is to only mask off the side of the stripe that NEEDS to be covered for the next color, and not both sides. In doing it this way, you reduce the labor, tape used, and the size of the edge of the taped line. So although it will be a 2-3" waterline stripe over the black, I will only cover the side that borders on the black, and spray 3-6" of red to create the line width to work with later. When I am ready to paint the actual hull color, I will wet sand the overspray, and have no top edge to smooth down.
If the hull were all done at this point, I could also skip the waterline, mask at the waterline, and shoot the hull color. Then go to a sign shop and get a roll of red premium cast (not calendared) vinyl striping, and lay it over the DWL. But being an old-fashioned kinda guy, I like the paint. So, when you see the next picture of the hull, there will be the "hardline" where the bottom color meets the waterline, but there will not be an upper edge to the red waterline. It will get sanded and masked when I do the side color(s).
That is it for this week. ^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^
16 Oct, 2016 Well, I had planned to be ready this week for a grand rolling over of the hull, complete with both movies, Roll out and roll over, having links here on YouTube.
However, there was a couple things that got in the way of my fantasy. The first occurred almost two weeks ago when my excavator began to make troubling engine noises. Days later, I was dragging it out of the field on the far East side of my farm on a makeshift slip.
Then early this last week, I had a problem with my gun, that resulted in a significant hanger in the strip.
Oops...
You can tell I am not a "real" blogger, because I believe in showing the bad with the good. In this case, it was a momentary sticky trigger on my gun. I think that things like this sometimes just happen, to humble us. It does not matter if we are a master bodyman, or a novice. I think God allows these things to happen, so we can learn from our mistakes. And if we can, "put our pride in out pockets", we just might be able to teach or help someone else too...
No real harm done. I am out a day for curing, a day for sanding, and the third day to repaint and start the curing again.

All better, both sides.
It also gave me the chance to redo a rough-sanded spot on the other side in the process.
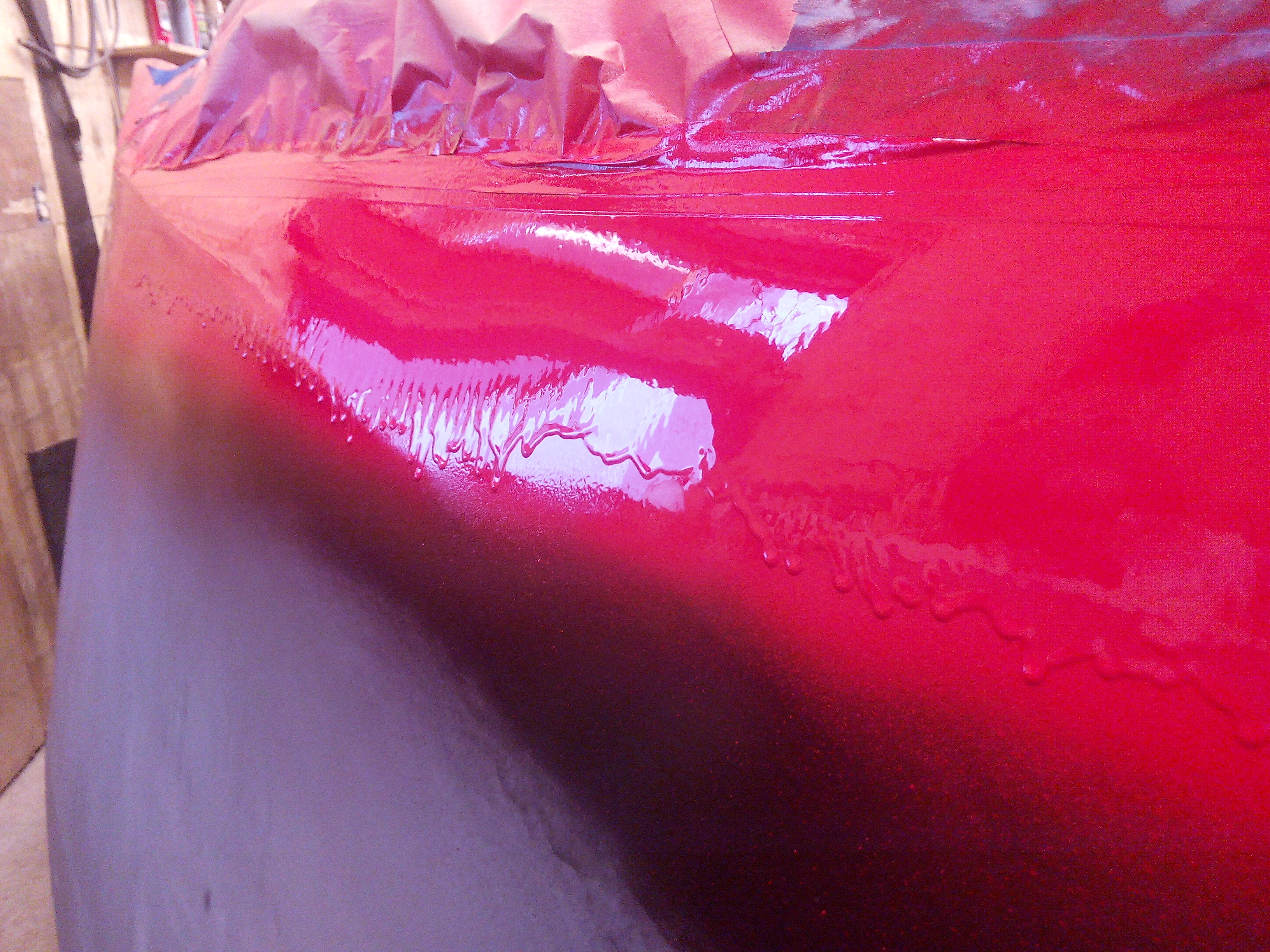
I wanted to take a moment here to discuss a finer point of this mistake.
Epoxies, no-matter if it is one, two, or even three part type paint, it "cures", not dries. That is to say that just like the author in the blog "Boat Painting Tips", epoxy paints harden as a chemical reaction with air or light, as compared to regular enamels or lacquers drying. Air, light, and temperature can speed up or slow down the process, but only that. In my case, I added heat and air to accelerate the cure out. Then, to artificially harden the surface to sand, I allowed the surface to dip down to 50° with the local weather, thus giving me a surface I could wet-sand with 220 and 320.
When I first started in a body shop after Junior College, this very old painter in that shop, showed me a little trick to sanding enamels and epoxies.

A fresh bar of Ivory
He taught me to, first wash my hands BEFORE sanding to remove any body oil or contaminates from my hands before sanding so I would not contaminate the virgin surface. Second, to add a bar of ivory soap to the sanding water. He said that because this brand of soap was 99.??% pure soap, it would act as an anticlogging agent to the triminite paper (wet-or-dry black stuff). The soap mixed well with the water, and did not leave any oils, or scents, or other residue to the surface. And it floats, so the concentration was in the top of the bucket where you needed it.
Look ma, it floats!
Anyway, with this error corrected, we are almost done as of Sunday night watching the paint dry...

Back to watching the paint dry...
Sorry this next segment will be slightly out of sync with when it actually happened, but I forgot to tell about it last week. It has to do with the water-seal and lube system of the turrets and barrels of the drives.
Because the turrets need a grease seal, and also for lubricating the moving parts, prior to painting the inside of the barrels, I welded in a pair of grease-taps at mid points and 180° from each other, in each of the barrels.

Zurks and ports
These ports consist of 1/8" standard zurks, and a couple 1/8" pipe couplings, cut in half. I then thru-bolted each half-coupling to the pre-drilled holes in the barrels, and welded into place. It may not be much to mention, but it is critical to insure these are pressure tested to hold without leaking grease or water. When greasing, there can be up to 100 PSI on these joints, and a bad joint would spell disaster if the welds were leaky or poor.

Grease points, 2 each barrel.
So, that about covers it for this week. As soon as I get the engine overhauled in my "little skycrane", I will be documenting the rollover. %%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
5 Dec, 2016 OK, the Excavator engine was a bit of a task, but it is back in service. That being said, On Thursday the 1st of December, I rolled the hull. Took lots of pictures and videos, and it was only attended by my wife (from Idaho on holiday), and a friend from church. This was a strategic design on my part, because I think my work is OK, I hate to publicly fail if there is ANY chance something could go wrong.

With my "skycrane" chained up, we started the roll-out.
I was pleased to discover after we were all done, that we had not lost even one caster to overburden.

Out and onto the pea gravel.
The roll was slow and methodical. I had some reservations due to the lightening I had done to the build so far, but I was fairly confident it would survive. In the picture above, you will see some slight distortion in the skins in some places. I will be shrinking them out when the hull is righted and interior bracing is removed and relocated for other permanent parts.

Taking up the slack...
I am glad I chose to leave the top rails and side skins unfinished until the roll over. The sides were able to flex a bit without bending or denting in the roll over process.

We started to hoist it over.

dead - on its side.
Then we re-chained and finished the roll...

Upright and almost no damage, Wahoo!

Lifting out the building form.
Interesting to note that the dozen or less sheet rock screws that held the temporary cross members to the building form held throughout the roll-over process.
So before I started this ordeal that day, I had taken some measurements to see if I could reuse the form as a cradle for the righted hull. It all looked good enough, as we proceeded.

Modifying the form.
Then with a bit more re-chaining and a bit of effort, it was in the cradle, ready to be towed back into the shop.

ready to go back in.
I will note here, that the cradle was just a very rough holder, until I could get the boat back up on concrete and near better tools to do some fine-tuning of the form.
First pulling, and then pushing, we got it back into the shop.

Pushing it back in.
And yes, I see all the ugly sides, but that will now get fixed in the finishing work. And besides, ... Like one visitor said, " I don't see any other folks 'round here building one any better."

Tighter fit going back. How is that...?
Next came the final positioning on the cradle and final modifications that would also include leveling it. This also involved cutting, replacing, and modifying the cross members to better support the hull and make room for future work.

Aft hull support.
The aft hull support is really not critical but needs to be equal from side to side, so the hull will be more likely to sit level when at rest in the middle. Here is a quick shot of the aft cradle mods under way while leveling too.

Making adjustments.
And yes, that is a 10 ton bottle jack, but I did all the other lifting in the cradle with a 1-ton floor jack.
The next few pictures are on the interior for reference.

Looking aft over the port bow.

Aft looking forward.

Turret barrels angled slightly forward at tops.

Turret barrels angle slightly inward at tops.

Measuring for first level-line setup on the inside.
Once inside, there was an overwhelming feeling of this thing being much bigger than when I was working on the outside of it. My wife said I looked like a modern "Noah" in my "Ark". So I took my laser and set it up to transcribe a waterline on the inside of the boat. I believe this will help me to keep my references and all things in level or in proper slope as in the instance of the aft sole plate line.

Laser lining.

making my marks.
And on a side note, I think having my dear wife help in the "filming" of the rollover, was a little shot in the arm to our marriage. She commented several times how good the boat looked, how good it made her feel to know her husband had made such a big thing, and so on. I think she was truly impressed. Made me feel good any way! And this last picture, my wife wanted in the blog to show the guys at her work, what her "hubby" was building.

Tamara says, "that's one big bathtub!"
So, Now there is all the correction to the stiffeners and checking all the welds, and finishing anything I missed on the other side, and so on...
Until next time... @@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@ 15 January, 2017 Update...
So, with Christmas and New Years, (and a couple loads of logs) out of the way, I am back for a few days here.
As you remember, I leveled the boat back on the now modified building jig. I started the interior inspections (now in the full lights of the shop), and see a few problems as the plans eluded might occur. Since the drive system is so "unique" I had to start somewhere, and the aft deck is going to be the most important place to start for the moment. I know there are a lot of folks that have wanted me to "hurry up and get the wheelhouse on", but I am not deterred. I want the aft deck to be comfortable to work on or off of. So, the plans called for the deck (finished floor line (FFL), to be at 5" above the waterline in the aft, and 6" at the point where the wheelhouse met. And so that is where we begin. I installed the aft 4 transverse deck angles per plan on frames #1,2,3,4.

Initial floor framing and turret barrel sheer-webbing in place. Frames #1 & #2
I added a center support to the sternpost from deck beam #1. I did not like the springy nature of the beams as I am 254 pounds, and so I added a vertical center support of 1/4 X 1" flat bar from the keel up to each deck beam angle.

Aft floor frame center supports.
Much better!. I am also considering the fact that I need to get from 16 to 28 group 31 deep cycle batteries in the holds below decks, so I am being sparing with the supports until I get the battery racks in place. I know that the motors extend 6" above the barrels that are just under the deck lines at frames #2, and #3, so after weighing a lot of engineering things and the ergonomics involved, I opted for a simple 7" step up at frames #2, and #1 to the fantail. I will install hatches later as I get the other system locations fleshed out. I still have the power steering motors and controller chiller bases to mount. I'll explain more about these as they are installed. So here are a couple shots of the turret barrel sheer-webbing and the construction as of Saturday night.

7" riser over the motor well.
The riser is made from 14 Ga. sheet and will be welded in place next week. FYI, one of my small MIGs died (the one in the background with no cover), and I had to tear it down to replace the feed controller relay. Always nice to have a backup to keep going on such a large project.

7" riser from aft.
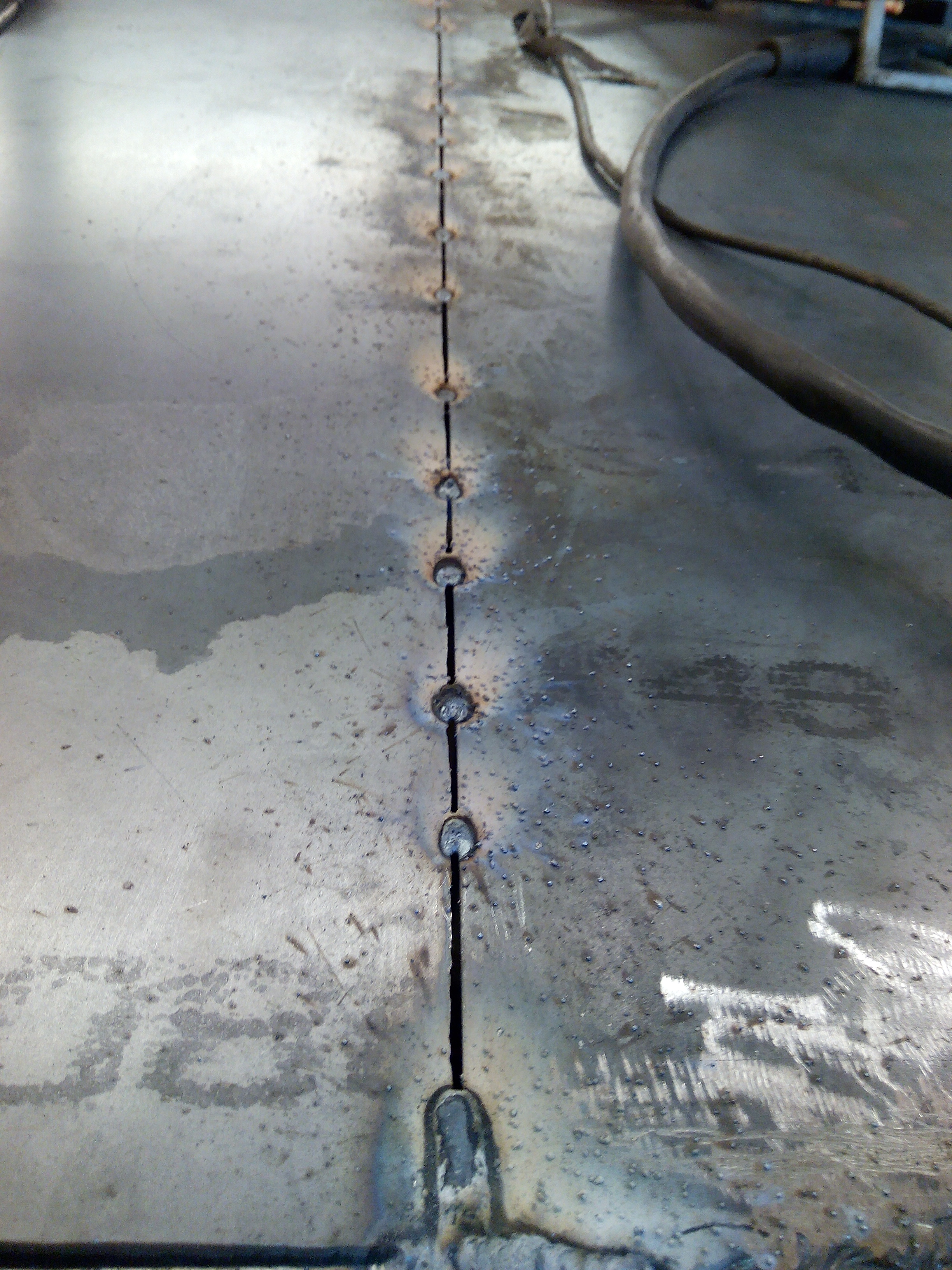
More next week... ############################################################### 4 February, 2017- Well all righty then. When last I was here, I was blind and oblivious to a looming problem I had mistakedly overlooked. In the construction so far, I had [basically] followed the instructions and assembled, and welded the hull correctly. I had welded all the skins per the schedule, a stitch here, a stitch there, etc. I had welded the stringers into place and left some that were not the right contour, for a later date when I could cut, re-curve, and re-weld into correct position per the plan.
However, after having a "Glen-L Steel Goliath Club" phone call with my [now] good friend in St. Louis, Paul Fairchild, (a fellow builder), I discovered I had made a grave mistake. I had forgotten to weld the INNER sides of the skins along the keel, chines, and sheers. We discussed options, possible material and procedural tech that might circumvent the impending doom I would ultimately face. After finding no plausible alternative, I finally decided I must face my error head on, and go back and weld the chines and sheers on the inside of the boat too.
Needless to say, my pretty little tug looks like it went through a major fire! “OK, ‘nuff whining and crying, now get back to work,” like my sainted dear mother would say. I will withhold those pictures till the last of this installment.
So starting two weeks ago, I began the tedious and arduous process of welding the keel, chines, and sheers. I did the front half of the hull first. And every-so-often, I would want some “new and fun” welding. So, I would start installing framing bulkheads, etc, where it would not interfere with the tedious welding of the Keel, chines, and sheers.
Since I had planned early on, to build the Goliath similar to the Sweet 16, I opted to omit the forward trunk cabin and bed, and use the room for other needed installations. So instead of building the front bulkhead between frames #7 and #8, I shifted the front bulkhead to align with Frame #8. In my discussions with my other “club member”, I developed a plan to use the space from the stem back to frame #9 for the anchor storage and associated rope locker. I installed a sloped framework to create the floor, at about 22” beneath the deck at frame #9.

A rendering of something close to what I want.
This left the area between Frame #9, and frame #8 for something, ... something, ... what could I best use this vital and odd shaped 22” (by an average of 60”) of bow for, that would be right and proper to the new owner? (Now remember this was going on for a week.) After some prayer, and more contemplation, and research, I finally decided it might be the best place for my auxiliary diesel gen-set and shore power charging center.

Generator room sole floor framing.
So by the end of last week, my (did I mention at this point it was partially burned up!) little tug boat had an “anchor stowage/forward rope locker” and “Generator Room.”

Anchor and rope locker framed in.

Rope locker and generator room w/ bulkheads.
As I continued on with the chines, sheers, and keel welding, I was able to design and construct the forward main battery tray. After the painting of the bilges, it will get a sheet of 14 gauge smooth sheet, with an additional protective rubber sheet on the top side, between the batteries and the steel.

Forward battery tray. Capacity: 12-group 31 deep cycle batteries.
Boy, I was on a roll. I also had planned to construct only the lower 4’ of the wheel house, up to the bottom of the window line. Anything above that, and I wouldn’t be able to get it out of the shop’s 8’ door. I am NOT going to do an “NCIS” moment.

Several 4' sticks of 1"x 1"x 14 Ga. broke for wheelhouse front corners.

Lower wheelhouse framing done.

Another angle of the front wheelhouse framing.
A final note about my wheelhouse. It is 5'-6" fore and aft, by 6'-2" wide. That makes it so I can design and install two convertible bunks on the back bulkhead for those "overniter" jobs. The bottom one can also be the back bench for crew seating during the day.
Ya know, it seems like when you get into such a large and involved project like this, you tend to do stuff to reduce labor. In this case, I had begun to bring long lengths of steel shapes into the hull, so I would not have to keep climbing in and out. So if you have to look hard in each of some of these pictures to see the work, under the steel stores, that is why.

A local Steel shop made up 33° and 52° angles for the front corners.
As I progressed further towards the end of the first week, I found myself wanting to build the structure to support the 11 Ga. aluminum fore and side decks. And by the end of that last week in January, I had the framing all in.

Deck support framing.
It was now time to clean up, and shift everything to the front half of the hull, and begin the back half. The back half had its complexities also, and I had to juggle and crawl through the bilges to complete the welding.
One thing I have noted--there seems to be a lack of proper support in the plan for the deck and sole. So after I had constructed the forward battery tray, I added some supports from the frames to the deck and sole cross members that amounted to breaking up the span from 8’ to about thirds. It was 27” between the center supports, as that was the width of my tray.
I might add here, that my wheelhouse sole support beams are 1/8” X 1” angle, the main deck beams are 1/8” X 1 1/4” angle, and the aft deck support beams are 1/8” X 1” angle. There are several reasons for the changes, and they mostly are related to weight, added supports, and mission of the beams. I also decided to add three further 1/8” X 1” angles under the landing at the entrance of the wheelhouse between frames #6 & #5. I figured this area gets all the cabin traffic, and to reduce the fatigue on the other supports, it needed some help.

Added supports at doorway landing.
I noted that the areas below the side decks was actually an extension of the interior room, so I used the same 3/16” x 2 1/2” flat bar, to frame out the perimeter of the wheelhouse.

Wheelhouse at deck line framing.
This is sufficient to build off of, for the deck supports on the outside, and to make built-in cabinets and shelving on the inside. I have seen builders use this area on their cabin cruisers, and thought to do it here. It also gives me accessible space for electrical and mechanical raceways.

Usable space below decks.
So now, as of 11 P.M. on Saturday night, the keel, chines, and sheers are all welded, ... WAAAHOOO!! Now I can get back onto the really fun stuff. I am considering that in the not-too-distant-future, I need to take a short break on the tug, and get the trailer built. The modified wooden building form is beginning to complain in the form of being a bit “spongy” when I climb in and out of the boat. This phase of the project will have it’s own expense as I am planning on a certain “Macho look” for the trailer that I am hoping will include a triple axle setup. Yes, I know it is not needed for a mere 5,000 pound boat, but I want it...! I think it will be Macho, beefy, and something the other guys will say, “Hey look at that guy’s big heavy boat. That looks cool!” Sorry, it is late and I have to turn off the “vanity light”now.
More soon...
Oh yeah, I almost forgot, ... here are a couple pictures of my burned up paint job.

Burned up bow.

Burned up stern. Nothin I can't repaint...
I guess it goes without saying, at $80 bucks a pint, I want to keep these kind of mistakes to a minimum.
Until next time... $$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$
Please see "Part 2" of this blog here.